

































In the cosmetic industry, maintaining precision and consistency in the production process is crucial. This is where rotary lobe pumps play an indispensable role. These specialized pumps are widely used in the cosmetic sector due to their ability to handle delicate and often viscous formulations while ensuring the integrity of the product. In this article, we will explore the benefits and applications of rotary lobe pumps in the cosmetic industry, highlighting their critical role in manufacturing, packaging, and other processes.
What are Rotary Lobe Pumps?
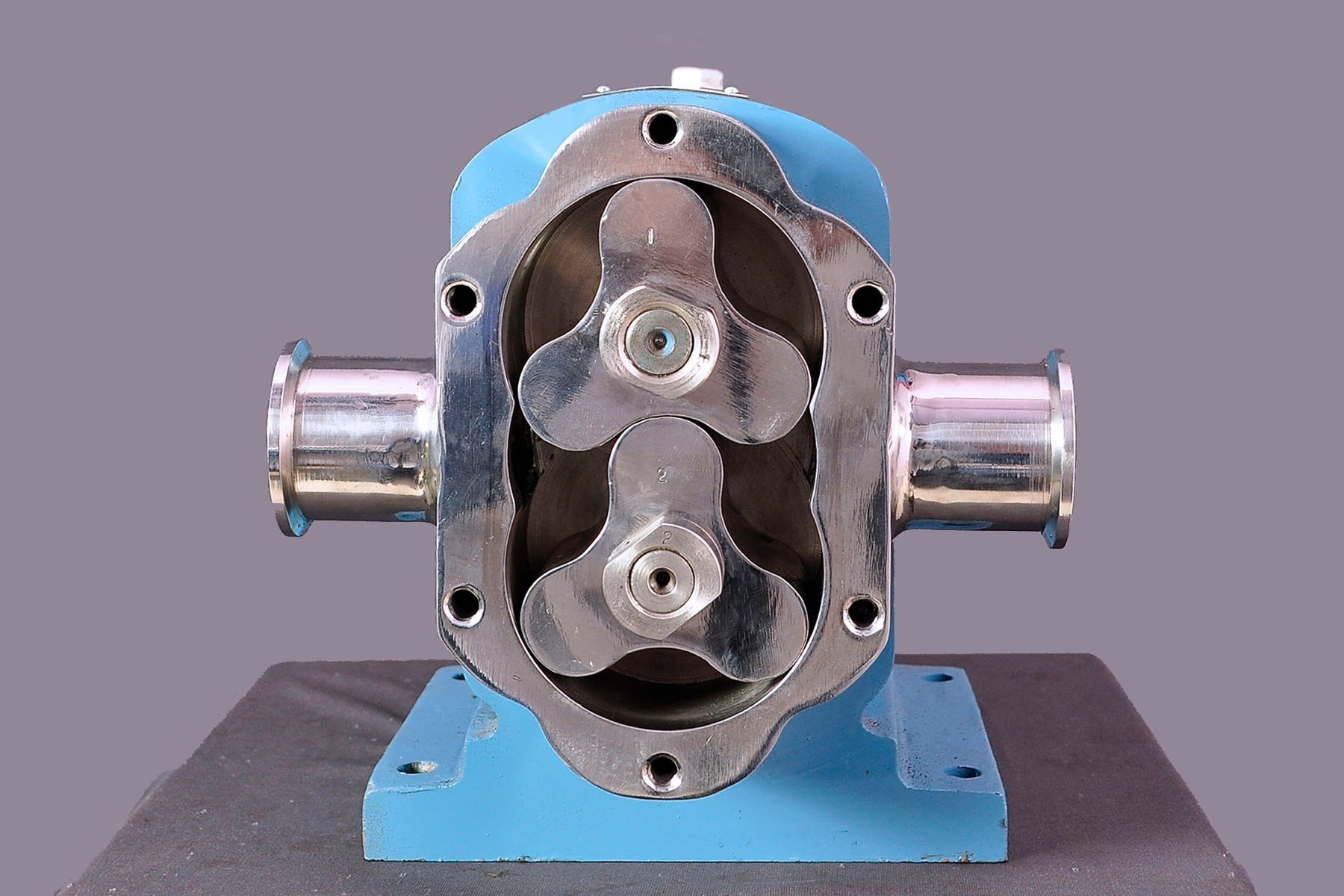
Rotary lobe pumps are positive displacement pumps that operate by trapping fluid between two or more rotating lobes inside the pump chamber. These lobes move in a synchronized motion, transferring fluid with each rotation. The design of rotary Lobe Pump allows them to handle a wide range of viscosities, including low, medium, and high-viscosity fluids, making them ideal for various applications in the cosmetic industry.
Why are Rotary Lobe Pumps Essential for Cosmetics?
In cosmetics, precision is everything. Whether you’re manufacturing lotions, creams, shampoos, or other cosmetic products, maintaining the exact formulation is critical. Rotary lobe pumps are preferred for their gentle handling of formulations, ensuring that the quality and consistency of the products are maintained throughout the production process.
Some of the reasons why rotary lobe pumps are essential in the cosmetic industry include:
- Gentle Product Handling: These pumps are ideal for handling delicate cosmetic formulations, such as creams and lotions, without causing damage or degradation.
- Accurate Dispensing: Rotary lobe pumps provide precise flow rates, ensuring accurate and consistent dispensing of ingredients.
- Versatility: They can handle a wide variety of ingredients, including abrasive, high-viscosity, and shear-sensitive materials.
- Sanitary Design: These pumps are designed to meet the high cleanliness and hygiene standards required in the cosmetic industry, ensuring that the final product is safe and contaminant-free.
The Benefits of Rotary Lobe Pumps in Cosmetics Manufacturing
1. Consistent Product Quality
In the cosmetic industry, quality control is paramount. Any inconsistency in the formulation can lead to faulty products, which could ultimately harm the brand reputation. Rotary lobe pumps ensure that the ingredients are mixed thoroughly and transferred without altering the product’s chemical composition, ensuring high-quality outcomes.
2. High Viscosity Handling
Cosmetic formulations often involve thick and viscous ingredients, such as oils, butters, and waxes. Rotary lobe pumps excel in transferring these high-viscosity substances with ease. Their robust design ensures that even the thickest creams and lotions can be pumped smoothly without clogging or damage to the pump.
3. Hygienic Design
The cosmetic industry requires strict hygiene standards, particularly when handling ingredients that come into contact with skin. Rotary lobe pumps are designed to be easy to clean and maintain, minimizing the risk of contamination. The pumps are constructed from materials that resist corrosion and are highly durable, ensuring long-lasting performance without compromising sanitation.
4. Energy Efficiency
Energy costs can add up quickly in large-scale production environments. Rotary lobe pumps are highly efficient, providing consistent flow rates while minimizing energy consumption. This results in lower operational costs, making them a cost-effective solution for cosmetic manufacturers.
5. Easy Maintenance
The simplicity of the design of rotary lobe pumps ensures that they are easy to maintain and repair. With fewer moving parts compared to other types of pumps, they are less prone to wear and tear. This leads to reduced downtime and maintenance costs, further improving the overall efficiency of the manufacturing process.
Key Applications of Rotary Lobe Pumps in Cosmetics
1. Lotion and Cream Manufacturing
Lotions and creams often have delicate formulations that require careful handling. Rotary lobe pumps are ideal for this application due to their ability to transfer viscous materials without shear damage. They are capable of efficiently pumping ingredients like oils, emulsifiers, and thickening agents into the final product without compromising the product’s texture or integrity.
2. Shampoo and Conditioner Production
Shampoos and conditioners are another type of cosmetic product that requires precise formulation and consistent texture. Rotary lobe pumps are widely used in the production of these products, where accurate dosing and mixing are required. The pumps can handle the varying viscosities of different shampoo formulations, ensuring a consistent flow and accurate batching.
3. Packaging and Filling
The packaging process is a critical stage in the cosmetics industry, and it demands high precision. Rotary lobe pumps are often used in filling machines, ensuring that each container is filled with the correct amount of product. Whether it’s small bottles of perfume, large tubs of cream, or tubes of toothpaste, rotary lobe pumps offer accurate and consistent filling capabilities.
4. Flavor and Fragrance Mixing
Many cosmetic products, particularly perfumes and lotions, require the precise mixing of fragrances and essential oils. Rotary lobe pumps are perfect for these applications because they allow for accurate ingredient dispensing and homogeneous mixing. This ensures that the fragrance is evenly distributed throughout the product.
5. Ingredient Transfer in Cosmetics Labs
In cosmetic laboratories, ingredients must be transferred and mixed with precision to develop new formulations. Rotary lobe pumps are used in this environment due to their ability to handle small quantities of ingredients with accuracy. These pumps ensure that no ingredient is lost or wasted during the formulation process.
How Ace Lobe Pumps Revolutionize the Cosmetic Industry
At Ace Lobe Pumps, we understand the unique challenges that the cosmetic industry faces. Our rotary lobe pumps are designed with advanced technology and materials to meet the high standards required by cosmetic manufacturers. By combining innovative design with reliability and precision, Ace Lobe Pumps ensures that your production processes run smoothly and efficiently.
Customizable Solutions for Cosmetic Manufacturers
At Ace Lobe Pumps, we offer customizable solutions to meet the specific needs of our clients in the cosmetic industry. Whether you are producing lotions, shampoos, perfumes, or any other cosmetic product, we can tailor our rotary lobe pumps to suit your requirements. This flexibility helps cosmetic manufacturers achieve optimal results while maintaining efficiency in their production lines.
Commitment to Quality and Durability
We pride ourselves on the durability and reliability of our pumps. Our rotary lobe pumps are built to last, even in demanding environments. With a focus on longevity and performance, Ace Lobe Pumps ensures that our products contribute to the long-term success of your manufacturing processes.
The Future of Cosmetics with Rotary Lobe Pumps
As the cosmetic industry continues to grow and evolve, the demand for high-quality, efficient, and hygienic manufacturing solutions will only increase. Rotary lobe pumps will continue to play a vital role in meeting these demands, providing precision, reliability, and versatility across various cosmetic applications.
Conclusion
The rotary lobe pump is an invaluable tool in the cosmetic industry, offering numerous benefits, including precise ingredient handling, energy efficiency, and hygienic design. From manufacturing lotions and creams to filling bottles and mixing fragrances, these pumps are designed to meet the diverse needs of cosmetic manufacturers. At Ace Lobe Pumps, we provide high-quality, customizable rotary lobe pumps that ensure the smooth and efficient production of your cosmetic products. As the industry continues to grow, the role of these pumps will only become more critical, making them an essential part of the cosmetic manufacturing process.











{kind=link}